


Данного товара нет в наличии
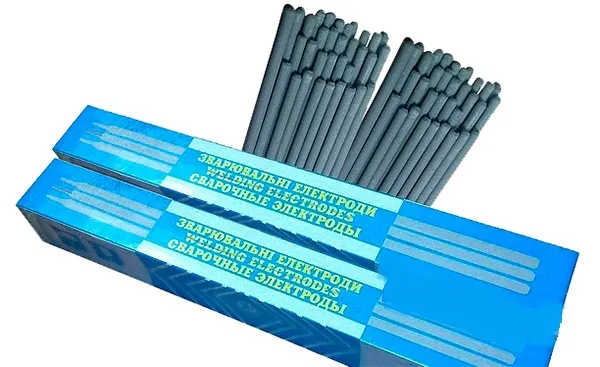
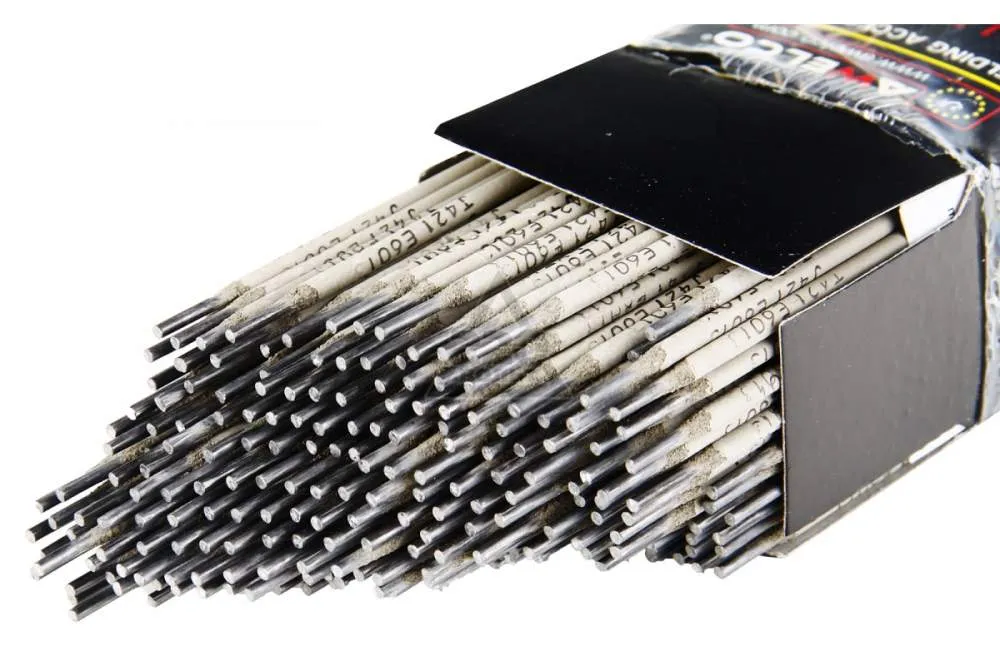
Электроды ПАТОН МР-3 ф3/5 кг
В избранное
Поделиться
Пожаловаться





Нет в наличии
Ташкент
Рекомендуем также
Описание
Назначение: для сварки углеродистых и низколегированных сталей
Классификация: плавящийся электрод
Стержень электрода изготовлен из: Св-08, св-08а по гост 2246-70
Тип покрытия: рутиловое
Род сварочного тока: переменный, постоянный обратной полярности
Положение свариваемых швов: горизонтальное, нижнее, потолочное, вертикальное сверху вниз, вертикальное снизу вверх
Описание: Предназначены для сварки ответственных конструкций из углеродистых сталей с временным сопротивлением до 490 МПа.
Электроды МР-3 допускают сварку влажного, ржавого, плохо очищенного от окислов и других загрязнений металла. Имеют повышенную производительность процесса сварки.
Технологические особенности сварки
Электроды МР-3 предназначены для сварки конструкций средних и больших толщин в нижнем положении производится на повышенных режимах с наклоном электрода в сторону направления сварки (углом назад). Рекомендуется средняя и короткая длина дуги.
Сварка после обязательной прокалки: 170-200°С; 1 ч.
Значение сварочного тока, А:
Диаметр Нижнее Верхнее Потолочное
3,0 100-140 80-110 80-100
Механические свойства металла шва: Показатель Значение
Временное сопротивление, МПа 460
Относительное удлинение, % 18
Ударная вязкость, Дж/см2 8
Предел текучести, МПа 80
Химический состав наплавленного металла: Химический элемент
С (углерод) 0,12
Mn (марганец) 0,60
Si (кремний) 0,13
Ni (Никель)
Cu (Медь)
Fe (Железо)
Ti (Титан)
Cr (Хром)
Mo (Молибден)
S (Сера) 0,04
P (Фосфор) 0,045
Характеристика плавления: Коэффициент наплавки - 8,5 г/А·ч. Производительность наплавки (для д.4,0 мм) - 1,7 кг/ч. Расход электродов на 1 кг наплавленного металла - 1,7 кг.
Показать полностьюКлассификация: плавящийся электрод
Стержень электрода изготовлен из: Св-08, св-08а по гост 2246-70
Тип покрытия: рутиловое
Род сварочного тока: переменный, постоянный обратной полярности
Положение свариваемых швов: горизонтальное, нижнее, потолочное, вертикальное сверху вниз, вертикальное снизу вверх
Описание: Предназначены для сварки ответственных конструкций из углеродистых сталей с временным сопротивлением до 490 МПа.
Электроды МР-3 допускают сварку влажного, ржавого, плохо очищенного от окислов и других загрязнений металла. Имеют повышенную производительность процесса сварки.
Технологические особенности сварки
Электроды МР-3 предназначены для сварки конструкций средних и больших толщин в нижнем положении производится на повышенных режимах с наклоном электрода в сторону направления сварки (углом назад). Рекомендуется средняя и короткая длина дуги.
Сварка после обязательной прокалки: 170-200°С; 1 ч.
Значение сварочного тока, А:
Диаметр Нижнее Верхнее Потолочное
3,0 100-140 80-110 80-100
Механические свойства металла шва: Показатель Значение
Временное сопротивление, МПа 460
Относительное удлинение, % 18
Ударная вязкость, Дж/см2 8
Предел текучести, МПа 80
Химический состав наплавленного металла: Химический элемент
С (углерод) 0,12
Mn (марганец) 0,60
Si (кремний) 0,13
Ni (Никель)
Cu (Медь)
Fe (Железо)
Ti (Титан)
Cr (Хром)
Mo (Молибден)
S (Сера) 0,04
P (Фосфор) 0,045
Характеристика плавления: Коэффициент наплавки - 8,5 г/А·ч. Производительность наплавки (для д.4,0 мм) - 1,7 кг/ч. Расход электродов на 1 кг наплавленного металла - 1,7 кг.
Характеристики
- Раздел
- Бренд
ПАТОН
Информация о технических характеристиках, комплекте поставки, стране изготовления, внешнем виде и цвете товара носит справочный характер и основывается на последних доступных к моменту публикации сведениях
Покупают вместе
Отзывы
Помогите другим пользователям с выбором — будьте первым, кто поделится своим мнением об этом товаре.
Нет оценок
Написать отзыв